书画作品:于希宁玉兰图
未来发展的趋势——绿色陶瓷

一、当今陶瓷行业发展趋势绿色陶瓷
陶瓷行业现正向有利于人类文明健康的绿色(环保)陶瓷方向发展。绿色陶瓷的标准是:
1、节约能源和原材料消耗,并做到物尽其用。
2、对环境有污染的废气(SO2、CO、CO2、NOx及烟尘等)尽量要少。
3、对人类有害的废水(含铅、镉、汞、铬等重金属元素)尽量要少。
4、对人类身体不利的放射性物质不存在。
5、提倡生产自洁、抗菌、杀菌等保健功能的陶瓷。
6、粉尘、游离二氧化硅尽量要少。
7、噪音、热散失尽量要少。
8、生产和工作环境要清洁、干净、舒适。
二、降低陶瓷行业能源消耗的途径
1、向绿色窑炉方向发展。
我国是能源资源相对贫乏的国家,陶瓷行业又是耗能大户。今后佛山陶瓷窑炉的发展方向是由过去提出的辊道化、煤气化、轻型化、自动化、大型化向绿色(环保、节能和智能型)窑炉方向发展。
实现绿色窑炉的努力方向是:降低窑炉用机电耗和噪音、研究先进的节能和低污染燃烧器,使用新型的耐火材料和涂料,研究新的智能自动控制方式和方法,建立废气净化研究检测中心。
实现绿色窑炉的目标是:燃料消耗进一步下降10%-20%,热效率提高10%-20%,电力消耗下降10%-30%,噪音和烟尘有较大程度的下降,并使我国陶瓷窑炉达到世界先进水平。
2、我国建筑卫生陶瓷能耗水平与国外先进水平差距。
二十几年来,我国陶瓷窑炉的发展经历了从倒焰窑到装匣钵隧道室再到辊道窑的过程,燃料也从烧煤到烧油再到烧气的过程,能源消耗大幅度下降,窑炉的能耗已从80年代初的占生产成本40%-45%降低到现在的30%-35%。但是和国际先进水平相比还有相当大的差距。主要能耗指标见表1。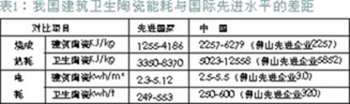
3、球磨工艺
球磨制浆的电耗占陶瓷厂全部电耗的60%。通过采用合理的料球比,选用高效减水剂、助磨剂和氧化铝衬,氧化铝球可提高研磨效率,缩短球磨周期。选用大吨位的球磨机可减少电耗10%-30%。提高喷雾干燥塔泥浆的浓度,可显著降低喷雾干燥塔的热耗。如将喷雾干燥塔泥浆的浓度从60%提高到65%,可节省单位热耗21%,如浓度从60%提高到68%,则可节省能耗33%,这可以通过加入高效的减少剂来实现。
最近,佛山冠菱自动化技术有限公司研制的冠能球磨机专用控制器,具有独特的自动节电功能,节电效果达到15%以上,若取消球磨机液力偶电器,节电率将达到20%以上。安装后球磨机起动变为软起动,球磨机所受到的冲击力大为减少,球磨皮带、轴、波箱、齿轮寿命提高。安装后球磨机起动时的电流能控制在额定电流的1.2倍以下。(根据实际测量,一般进口软起动器,用于球磨机起动时的电流是额定电流的4倍左右)所以该控制器的软起动性能优异。由于球磨机的起动电流少,故不会做成电网波动和电网电压降低,消除由此引起的其他用电设备跳闸和故障现象,具有完善的过载、过流、短路、接地等保护功能。并可以方便地设定球磨时间和自动停机时间,还可以方便地选择加磨时间。具有高回报率,所有投资约5-8个月可通过电费节省回收。目前在新明珠、升华陶瓷厂投入使用,并取得良好的效果。
国内制备泥浆均使用间歇式球磨机,国外先进国家普遍使用连续式球磨机,产量提高三倍以上,电耗降低三倍以上。球磨时给排料完全自动化,不需要停机,容易制浓浆,使后面的喷雾干燥器可节省能耗10%-35%。
4、大型喷雾干燥塔
使用大型喷雾干燥塔单位电耗省,如用7000型可比3200型节电10%左右。
5、浆池间歇式搅拌
浆池电机上装时间继电器,搅拌20-30分钟,停30-40分钟,泥浆不会沉淀,可节电50%以上。
6、采用大吨位压砖机和新型空压机
采用大吨位压砖机压力大,压制的砖坯质量好,合格率高,产量也大,并有专门的节电设计,可节电20%-27%;
采用新型的单螺杆空气压缩机代替旧式空压机。可节电30%以上,并大大降低噪音。
7、一次烧成技术
一次烧成比两次可大量节能。我国地砖和外墙砖90%采用一次烧成。内墙釉面砖只有10%采用一次烧成,要努力研究适于一次烧成的内墙釉面砖的坯釉组成,提高一次烧成的比例,可节省能耗和电耗30%以上。
8、低温快烧
增加熔剂性成份,选用适于快烧的原料(如硅灰石、透辉石等)和适当的窑炉(如辊道窑)。实现低温快烧是烧成节能的有效途径。如烧成温度从12800C降到11800C,烧成能耗可降低30%。
9、选用保温性能良好的窑体材料和涂料
使用容量小,耐高温的陶瓷纤维做窑体保温材料,窑炉外表温度可降到500C左右,可减少散热损失。
选用耐高温的远红外线涂料在窑内壁,可增加幅射传热,节能5%-8%。
10、采用轻质低蓄热窑车
隧道窑窑车离开窑内时的蓄热属于热损失,应大量采用轻质材料,降低窑车蓄热。最新的轻质窑车是在高铝红柱石和堇青石板壳内填充陶瓷纤维。它有传统窑车材料的稳定性及性能,蓄热却比传统材料降低70%,因此可以显著降低燃料消耗,运营维修费用。
11、高速节能喷咀
高速节能烧咀能在窑炉内部产生强大的热量和气流搅动,因此提高了热量的传输而被广泛采用。此类烧咀与传统烧咀相比,可以节约10%-15%的燃料。
12、余热利用
隧道窑和辊道窑冷却区的余热,可以用在半成品干燥和本窑加热助燃空气用,预热温度越高,节省燃料越多。助燃空气预热到4000C比预热到1500C可节省燃料17%,预热到6000C可节能28%。
隧道窑和辊道窑废烟气可以通过余热锅炉和热管换热器予以回收,也可以抽去干燥半成品。
13、自动控制
窑炉采用智能化的计算机进行自动控制,可稳定窑炉的温度、气氛、压力,提高产品质量,可节能5%-10%。
14、超霸节能刮平粗抛机
佛山南海科泰机电有限公司的新产品节能刮平粗抛机是一种具有刮平和粗抛功效的新机型,能使瓷质砖得到一个更加平整光滑的表面及一致的厚度,大幅提高瓷质砖的抛光产量、质量和光洁度。不仅在结构上有创新,而且工艺上实现了以刮代磨的创新性突破。每月可为企业节能降耗17万元,并真正实现一机一窑,使抛光砖成本降低30%左右。
15、使用变频器
10千瓦以上的风机,辊道窑的传动系统、油泵、安装变频器可节电10%-30%。
16、降低风机电耗和噪音
目前国外先进风机噪音在50-70分贝,噪音较小,国产风机噪音在80-90分贝,有的甚至超过100分贝,噪音很大。
国外一条窑炉风机使用的功率为70-90千瓦,而国产风机为130-170千瓦(以产量相同的建筑卫生陶瓷窑炉计算)
降低风机电耗的核心技术是在风机叶材料的选用上面。进口风机叶采用高强度铝合金,容重在2.5-2.7吨/m3,国产风机叶使用的却是锰钢,比重为7.8吨/ m3。如果国产风机叶在选用了耐热铝合金后重新进行设计改进,并提高装配的质量,那么国产风机的电耗和噪音就有可能接近和达到进口风机的水平。如果每条窑炉节电50千瓦,年节电40万千瓦小时,以全国陶瓷行业一万条窑炉计算,每年可节电20亿千瓦小时,并大大降低烧成车间的噪音。
三、废旧低质材料在陶瓷行业中的应用
1 、生产用过的废水经水处理设备处理后,消除了有害物质,并经过滤后可重新投入生产使用。
2 、喷雾塔除尘器出来的微粉直接输往浆池搅拌成泥浆后经中转浆罐混和后再送进喷雾塔造料。
3、 卫生陶瓷半成品次品经挑选干净后,再进球磨机磨成浆料使用(可以单独球磨,也可以每次加5%-10%进球磨机使用。)
4 、卫生陶瓷成品中的废品经清洁粉碎成熟料,加进球磨机当骨料使用,可减少产品产品的收缩、变形、开裂和针孔缺陷。熟料加进釉料中,可提高卫生陶瓷釉面的光泽度。
5 、墙地砖半成品的次品经分类清洁堆放后,可重新进球磨机做色料和坯料用(如水晶砖、仿古砖等)。
6 、墙地砖成品中的废品经清洁干净,并打碎成适当的尺寸后,可放进球磨机中作球蛋石使用,不会影响产品的质量。
7、陶瓷废品料可以开发固体混凝土,免烧型广场砖和道路砖等。
8、陶瓷废品料可以开发墙地砖、过滤器等。
9、使用冶炼炉废渣为主要原料生产出装饰市场上独树一帜的硬似钻、颜如玉的绿色建材产品金属瓷砖。还可以生产红瓷、白瓷、灰瓷等金属瓷砖,有的还可以生产色釉料。
10、用含氧化铁的矿物质代替二氧化钛(钛白粉)制造出金花米黄产品。也可以用锻烧过的高岭土(3000元/吨)代替二氧化钛(约9000元/吨)生产金花米黄产品。
11、已磨损的双缸泥浆泵的陶瓷柱塞,经磨平加工后(几毫米)配套耐磨橡胶圈便可以重新使用,维修费只有原价的1/3。

12、陶瓷机械行业磨床等使用过的机油,自动压砖机使用过的液压油,经处理和过滤后可以重新投入使用,可节省50%的费用。
13、要逐步调查和摸清楚我国陶瓷行业原材料的现有状况(包括高、低温度和质量)并制定长期合理科学开发和利用的规划,并搞好原料的标准化生产,防止资源浪费和低效益(高档原料要出高档产品,中低档原料也要力争做出好产品。)
14、陶瓷废次品(全国每年有1300万吨以上)经处理后使用,可大量节约填埋陶瓷垃圾所需的宝贵土地资源,造福千秋万代。
15、大胆使用红坯体和其它低质材料做陶瓷坯体,可以大大拓宽陶瓷行业的发展前途。
16、实现了废旧低质材料在陶瓷行业中的循环使用,将使我国陶瓷行业与时俱进,为今后长期健康可持续发展打开了一条光明大道。
17、搞好陶瓷原材料在运输、储存、生产过程中的密封处理,就可以大大减少灰尘在环境中的飞扬,造就一个碧水蓝天的清洁环境。
郑重声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。